Schwungrad abdrehen und Kurbelwelle wuchten
Am 2. Oktober 2017 hatte sich das sehr schwere Schwungrad am Motor der Victoria
KR26 abgeschüttelt. Das war recht schnell gefixt, mit einem „neuen” Schwungrad, verlängertem Gewinde
und einer festen Schraube.
Genau das passierte am 12. Januar 2018 wieder, und das rußte mir doch. Wenn schon, denn schon - also Ursachenforschung und
gleich Nägel mit Köpfen machen. Henrik, mit dem ich die Schwingengabel gebaut
hatte, half mir erneut dabei - und wie stets hochprofessionell. Dafür beschaffte ich eine andere, sehr gute Kurbelwelle und
ein weiteres Schwungrad.
Neben der Behebung solcher Fehler sollte das Schwungrad erleichtert und überdreht sowie die Kurbelwelle statisch gewuchtet
werden. Wie letzteres geht, weiß nicht jeder, darum gehen wir erstmal auf die Theorie und erst danach auf die Praxis ein.
Den Taschenrechner könnt ich euch schenken, wir haben ein Berechnungsformular erstellt.
Abschnitte dieser Seite:
- Wuchten von Einzylinder–Kurbelwellen: Theorie
- Vorbereitung: Schwungrad und Kurbelwelle
- Praxis: Ist–Zustand
- Praxis: Wuchten
- Fazit
- 2018-06-05: Erste Eindrücke

[ ± ].
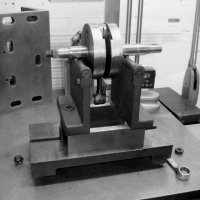
Aus der Werkstatt: Das abgedrehte Schwungrad wird auf der Kurbelwelle und zunächst zwischen Spitzen vermessen.
Wuchten von Einzylinder–Kurbelwellen: Theorie
Bei der Ermittlung und Anpassung des Wuchtfaktors spielen zwei Massen eine Rolle: Die „translatorischen”, also Massen, die
auf– und abgehen, und rotierende Massen. Das Pleuel gehört zu beiden Gruppen, der Kolben mit Ringen und Bolzen zu ersten
und die Kurbelwelle zu der zweiten.
Zunächst wird mit einer Feinwaage das Gewicht des Kolbens mit Sicherungsringen, Kolbenringen und Kolbenbolzen gewogen
(„Mk”). Danach muss die Kurbelwelle so gelagert werden, dass das Pleuel exakt waagerecht steht und
sein Bolzen auf 90°. Dann wird das Gewicht am Pleuelkopf ermittelt („Mp”). Diese Messungen braucht es
nur einmal. Die Ergebnisse ergeben in der Summe die translatorischen Massen („Mt”).
Als nächstes braucht es einen Abrollbock, der in beiden Ebenen genau waagerecht stehen muss, und auf dem sich die Kurbelwelle
so leicht wie irgend möglich drehen können muss (siehe Foto). Das Pleuel wird sich nach oben hin ausrichten. Hängt nun so lange
Gewichte an das Pleuel (beim Kolbenbolzenauge), bis die Welle in jeder Stellung still steht. Interessant sind da besonders
Reaktionen, wenn der Pleuelbolzen 90° zur Senkrechten steht. Messt das Gewicht („Mr”). Es wird kleiner
sein als Mt.
Damit lässt sich der aktuelle Wuchtfaktor ermitteln. Die Formel lautet Mr ÷ Mt × 100 = x%. Um die
30% sind nicht untypisch für Zweitakter, spannend wird es jedoch erst oberhalb 45%. Mehr als 60 bis 70% sind technisch zwar möglich,
verschieben die Unwucht dann jedoch in die Horizontale, wo sie weniger wahrgenommen wird. Das kann auch zu bösen „Löchern”
bei höheren Drehzahlen führen, wie zumindest für diese Motore bewiesen ist.
Nehmen wir an, ihr strebt 50% Wuchtfaktor an. Dann müsst ihr 50% der Differenz zwischen Mr und Mt berechnen und habt die Masse,
die entweder beim Pleuelbolzen von den Kurbelwellenwangen abgenommen oder genau gegenüber hinzugefügt werden muss.
[ ± ].
Auf dem Abrollbock mit Reaktionen bis auf ein Gramm Differenz: die Kurbelwelle.
Vorbereitung: Schwungrad und Kurbelwelle
Die schönste Wuchterei nützt wenig, wenn das Schwungrad nicht rund (radial und axial) auf der Kurbelwelle läuft oder schlimmer,
die Kurbelwelle krumm oder unrund ist (diese Welle ist sehr gut, wie die Messungen zeigten). Im Idealfall sollte das Schwungrad
im montierten Zustand vermessen, überdreht und erneut vermessen werden. „Wer einmal misst, misst Mist
” - daher haben wir
einmal zwischen Spitzen (siehe erstes Bild der Seite) und dann nochmal mit eingespannter Kurbelwelle gemessen.
Henrik hatte vorab ermittelt, dass der Konus genau 3° hat, und nach dem Ausschleifen der typischen Grate innen am Schwungrad einen
exakt passenden, massiven Dorn gedreht. Davon ließ sich das von Hand aufgesteckte Schwungrad nur noch mit einem Durchschlag trennen.
Auf diesem Dorn hatte er die Scheibe vorab dünn gedreht.
Interessantes Ergebnis: Das Schwungrad hatte nach Abdrehen (außen) satte 0,1 mm
Höhenschlag, innen eine Welle mit 4/100 mm auf gut 90° und außen einen Seitenschlag von
3/100 mm. Also hat Henrik das Rad auf der Welle überdreht, bis nirgends mehr als
1/100 mm messbar war.
Das Pleuel hatte Henrik für diese Arbeiten einfach zwischen eingeschlagenen Holzkeilen zu den Kurbelwellenwangen verspannt, auf genau 180°.

[ ± ].
Idealfall: Das Schwungrad wird im montierten Zustand auf der Kurbelwelle überdreht.
Praxis: Ist–Zustand
Aus völlig unklaren Gründen hat Victoria die Kurbelwelle ab Werk vermurkst, und zwar verschiedene Ausführung unterschiedlich stark.
Genau gegenüber dem Pleuelfuß sind innen an den Wangen zwei Bohrungen mit 16 mm Durchmesser
angebracht und ebenda radial nochmal vier mit 10 mm und 8 bis 12 mm
Tiefe. Gäbe es die großen Bohrungen nicht, würde die Kurbelwelle einen fast schon zu guten Wuchtfaktor haben. Wären sie deutlich kleiner,
wäre alles prima. Diese inneren Bohrungen fielen uns übrigens erst sehr spät auf (siehe Foto).
Die Ursache für diese Fehlkonstruktion lässt sich kaum erraten - sollten diese Bohrungen eventuell die Gewichtsdifferenz der
Leichtmetall-Füllstücke beim Pleuel ausgleichen, ohne das Kolbengewicht zu bedenken …?
Wie auch immer, damit ergaben sich bei der inizialen Messung ein Gewicht von 55,3 g am Pleuelauge
(Mr) und ein Wuchtfaktor von 30,9% - das liegt am ganz unteren Ende dessen, was noch irgendwie tolerabel ist. Das sehr schwere
Schwungrad mag historische Gründe haben, schließlich wurde das 1937 schon so verbaut. Bei einem deutlich besser gewuchteten Motor
wäre so viel Gewicht aber allenfalls zur Überwindung von Straßenunebenheiten nötig. Wir haben jedenfalls ein gutes Kilogramm
abgenommen (nur außen).
Unser Kolben von Wahl ist etwas leichter als ein Original von Mahle oder Nüral, das macht den Kohl jedoch kaum fett - und am Pleuel
darf definitiv nichts abgenommen werden, das ist also auch keine Option. Wer Zeit und Geld hat, sollte die Kurbelwelle auseinander nehmen
und die inneren Bohrungen teils verschließen lassen - wir haben uns so beholfen.

[ ± ].
Was hat Victoria sich dabei gedacht …?
Praxis: Wuchten
Zunächst einmal hat Henrik die vier radialen Bohrungen mit Stopfen verschlossen, die mit hinreichend Übermaß da hinein
geschlagen und dann abgefeilt wurden. Das brachte immerhin schon 34,2 g mehr und 40,7%
Wuchtfaktor - gucke da!
Wegen der Leichtmetall–Füllstücke rechts und links des Pleuelfußes konnten da keine radialen Bohrungen eingebracht werden.
Wir hatten uns für 10 mm Durchmesser entschieden, um das Material an dieser Stelle
nicht zu sehr zu schwächen. Die Bohrungen mussten also senkrecht eingefräst werden, mit Absicht etwas nach außen versetzt.
Vor der „Entscheidungsschlacht” (Symbol: grinsen) rechnete ich
alles noch mehrfach durch, machte Vergleichsberechnungen und ermittelte die nötige Frästiefe für 50 und 55% Wuchtfaktor.
16 mm Tiefe hätten 55% gebracht, das erschien uns jedoch zu riskant, zumal es für
50% 8,5 mm plus Bohrkegel taten. Wir beschlossen, dass rund 50% reichen. Henrik richtete
also eine seiner Fräsmaschinen ein, und ab ging das.
Wichtig: Verkünstelt euch da nicht mit der Berechnung der Abweichung durch radialen Versatz. Erstens ist der bei so kleinen
Winkeln vernachlässigbar, zweitens kommt es bei der Wuchterei nur auf ein Ergebnis „zwischen - und” mit doch breiter
Fächerung an. Grob lässt sich sagen: 45% sind schon ok, 50% gut, 55% ziemlich gut.
Um das zu verdeutlichen: Bei der abschließenden Messung lagen wir bei 50,9% und damit 20% von oben über dem Ausgangswert.
Insgesamt hat das Ausgleichgewicht Mr am Pleuel nun 133,6 g. Zu 55% Wuchtfaktor fehlen nur noch
17,4 g - den Unterschied kann schon ein minimal anderer Kolben machen.


Fazit
Der „neue” Motor konnte aus vielerlei Gründen erst im Mai eingebaut werden und wurde bis Anfang Juni nur kurz getestet.
Erste Eindrücke schildern wir im nächsten Abschnitt.
Nur wenige Hobby–Schrauber werden die benötigten Maschinen und Werkzeuge haben - ohne fremde Hilfe geht es dann nicht, und die
kann bei Profi–Firmen schnell in's Geld gehen. Es ist sicher besser, wenn sich im Bekanntenkreis jemand findet, der die nötige
Ausstattung hat und bereit ist, gegen einige 100,- € zu helfen - denn das kostet Zeit! Wie stets habe ich bei Henrik so viel
gelernt, dass alleine das schon unbezahlbar ist.
Besonders wichtig: Wenn irgend möglich, sollte das Schwungrad wie beschrieben auf genau der avisierten Kurbelwelle überdreht werden,
wie weiter oben beschrieben. Wird das gemacht, ist ein weiterer Grund für Schütteln und Schäden ausgemerzt.
Die Untersuchung der Kurbelwelle ergab erneut ein Beispiel für „Pfusch ab Werk”. Das beweist einmal mehr, dass in den an sich sehr
guten Motoren der Victoria KR26 noch erhebliches Potenzial steckt, denn die beschriebenen Maßnahmen bringen nicht nur
weniger Vibrationen und mehr Laufruhe, sondern auch eine bessere Beschleunigung. Bonus: Da wir das jetzt schon einmal gemacht haben, dürfte es
kein Problem sein, diese Arbeiten dank der gewonnenen Erkenntnisse viel schneller zu wiederholen.

[ ± ].
Das abgedrehte Schwungrad wiegt ein Kilogramm weniger.
2018-06-05: Erste Eindrücke
Vergesst bitte nicht, dass an dem Motor und überhaupt Antriebsstrang schon vorher so allerlei verbessert war. Bei der aktuellen
Gelegenheit wurde auch die neue Primärkette von FeBi eingebaut. Das alleine war schon
ein deutlicher Gewinn. Im Teillast– und Schubbetrieb ruckelt jetzt nichts mehr.
Der Motor sprang am 20. Mai 2018 recht gut an, jedoch reichte es zeitlich nicht zu mehr als einem ganz kurzen Test auf der Straße.
Erst am 5. Juni ergab sich Gelegenheit zu zwei etwas längeren Probefahrten in und um das heimische Viertel mit abwechselnden Strecken
(16 km).
Auch mit dem erleichterten Schwungrad musste der Leerlauf nur minimal erhöht werden (warm etwa 350 min-1)
und ist deutlich ruhiger als vorher. Der Motor klingt tiefer und noch weniger als vorher nach einem Zweitakter. Das beweist, dass mit den
bisherigen Verbesserungen so ein großes (und riskantes!) Gewicht gar nicht nötig ist - wahrscheinlich dürfte es sogar noch weniger sein.
Den noch kalten Motor muss man mit etwas mehr Gas „am Leben halten”, warm ist alles gut.
Ob am Hinterrad nun mehr Leistung ankommt, kann so natürlich noch nicht beurteilt werden, zumal der frisch montierte Motor ja noch
nicht wirklich „freigefahren” ist und der Zündzeitpunkt noch nicht ganz stimmt. Der erste Eindruck ist jedoch sehr ermutigend!
Leider sind etwas ausgedehntere Fahrten aus gesundheitlichen Gründen derzeit nicht drin. Ich werde jedoch nach ein paar hundert
Kilometern noch einmal berichten.

Die neue und stärkere Primärkette.